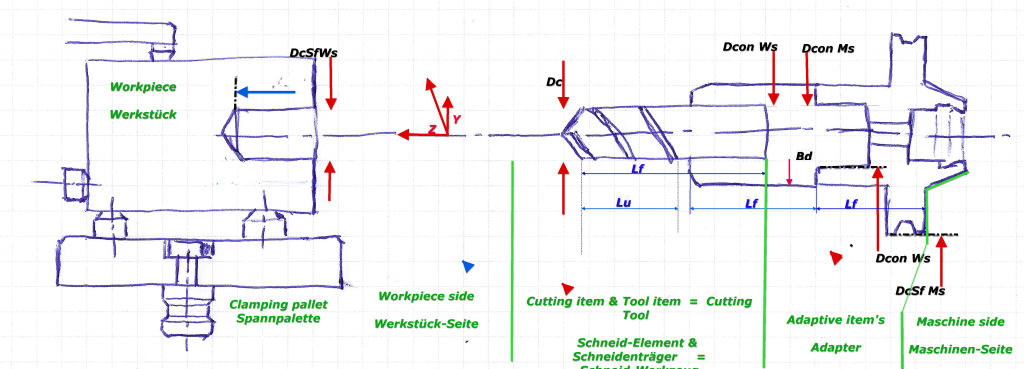
Entsprechend der in der ISO 13399 berücksichtigten Parameter, kann sich eine im Bild dargestellte Systemkette ergeben.
Ws = Werkstückseite
Links ist das Werkstück mit einer stilisierten „0“-Punkt-Palette dargestellt.
Tool = Werkzeug
Hier muss zu Klarstellung folgendes herausgestellt werden:
Das eigentliche Schneidwerkzeug besteht aus 2 Elementen
Das schneidende Teil Tc_
und das
Teil das die Schneide trägt Tt_= Schneidenträger
Adapter die das Schneidwerkzeug handhabbar machen, dies kann einer oder mehrere sein
Ms = Maschinenseite
Dies ist die Spindel mit der Werkzeug-Aufnahme in der entsprechenden Norm, HSK, SK, BigPlus, …
Erläuterung zum Tool
Die Trennung des Schneidwerkzeuges in Schneide und Träger, erscheint z.B. bei einem Spiralbohrer nicht logisch zu sein.
Wenn man bei diesem die Schneide mit anderen Winkeln schleift, ergeben sich genau so unterschiedliche Einsatzzwecke wie bei einem Wendeplattenbohrer.
Zusätzlich muß noch beachtet werden, das beim Schneidwerkzeug auch noch Befestigungsteile enthalten sind.
Wie ich die entsprechenden Stückliste gruppiere wird sich später noch zeigen.
Zur Klassierung werde ich vermutlich folgende Parameter verwenden.
T__ = Komplettwerkzeug
(wie es in der Maschine gehandhabt wird, mit 2 Unterstrichen)
Tc_ = cutting Tool = Schneidwerkzeug
Tt_ = Schneidenträger (Tool item)
Ti_ = insert = Schneidplatte = Wendplatte
Tz_ = Zubehör
Schraube
Pratze
Unterlage
…
Ta_ = Werkzeug-Adapter in der Reihenfolge von links nach rechts, der Letzte Adapter ist immer der, der in die Maschinenspindel passt
Der/Die Klassifizierungs-Parameter sind bei T__ , Tc_ & Tt gleich.
Bei Ta_ kommt ein eigenes Klassierungs-system zur Anwendung.
Hinweis: In der Norm sind die Parameternamen ausnahmslos in Großbuchstaben benannt.
Meiner Meinung nach ist dies nicht sehr lesefreundlich, deshalb schreibe ich in Kombination von Groß- und Kleinbuchstaben.
-
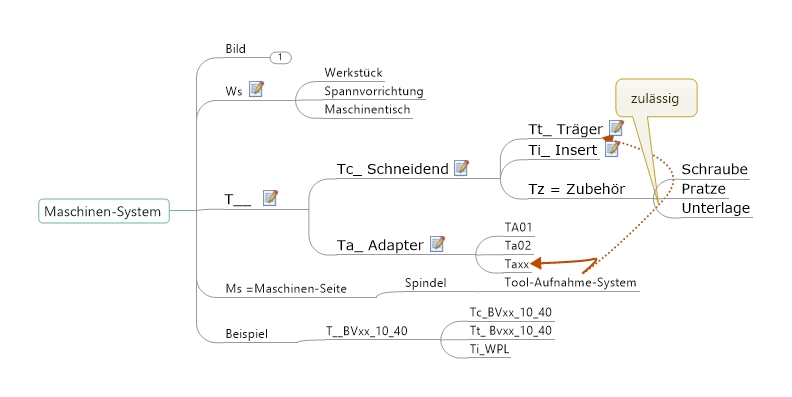
Ws = Werkstück-Seite
- Werkstück
- Spannvorrichtung
- Maschinentisch
- T__ = Komplettwerkzeug (wie es in der Maschine gehandhabt wird, mit 2 Unterstrichen)
Tc_ Schneidend = cutting Tool = Schneidwerkzeug
Tt_ Träger = Schneidenträger (Tool item)
Hier ist zu beachten, dass es beim Monoblockwerkzeugen auch gleichzeitig Maschinenaufnahme enthalten kann.
Dann gibt es kein Ta_
Ti_ Insert = insert = Schneidplatte = Wendplatte
Tz_ = Zubehör, Schraube, Pratze, Unterlage, …
Ta_ Adapter = Werkzeug-Adapter in der Reihenfolge von links nach rechts, TA01, Ta02, Taxx
Ein Adapter ist nicht zwingend, er kann an einem Schneidenträger (Monoblock) auch enthalten sein.
Ms =Maschinen-Seite
Spindel
Tool-Aufnahme-System (Siehe auch: Taxx, Tt_ Träger)
Da in diesem Beitrag sehr viele Parameter definiert werden, die zukünftig schwierig zu ändern sind, freue ich mich über Komentare, die auch mir mehr Sicherheit geben.
Im Voraus schon mal Danke.