InReach Explorer von DeLorme damit kann ich meinen Weg verfolgen, Notrufe über das Satelitensystem Iridium absetzen und es lassen sich auch Email und sms verschicken.
Diese kosten jedoch und so werde ich diese Informationen nur außerhalb der GPS-Bereiche nutzen.
Momentan bin ich noch in der Einrichtungsphase ich melde mich wieder dazu.
Wenn das inReach dauern eingeschaltet ist, hält die Batterie nur ca. 24 Stunden. Das Gerät wird also nur bei Bedarf ( jeden Tag einmal? ) kurz eingeschaltet.
Parallel dazu werde ich auf dem Spartphone mit Maps 3D aufzeichnen und die Position per Bildschirmkopie dokumentieren.
Die Wanderung führt durch abgelegenes Gelände und ich wandere alleine, deshalb lohnen sich ein paar Gedanken zur Sicherheit.
Möglichst wenig Gewicht
Kommunikationsmöglichkeiten ohne Telefonkontakt
Schlafen im Gelände
Zu 1. Einen klassische Wanderjacke werde ich nicht mitnehmen, sondern:
einen Regenschirm
eine hauchdünne Regenjacke
Fließjacken (dünn und dick)
Zu 2. Nachdem ich immer wieder angesprochen werde, was machst du wenn unterwegs etwas passiert und meine Antwort „konzentriert gehen“ nicht mehr plausibel erscheint, suche ich nach Alternativen.
Momentan habe ich 2 Satelitengestützte Systeme in der Auswahl.
Ich werde weiter berichten.
Das Systm InReach habe ich mir nun zugelegt.
Arbeitet mit Iridium-Satelitensystem
Hat 2 Wege-SMS-Kommunikation
Kann in Verbindung mit Smartphone auch Informationen versenden
Route kann über eine definierte Seite verfolgt werden
Nachteil:
Jede Positionsmeldung kostet etwas
Hoher Stromverbrauch wenn dauernd eingeschaltet
Es muss Sicht zum Himmel sein um Daten zu versenden
Zu 3. Einen Biwaksack habe ich mir nun endlich zu gelegt.
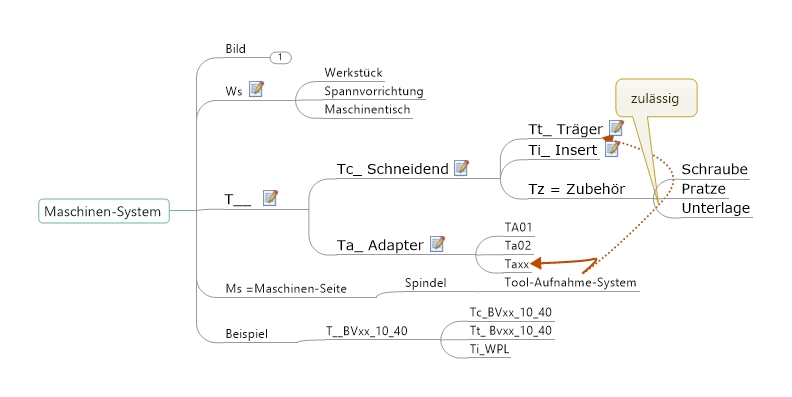
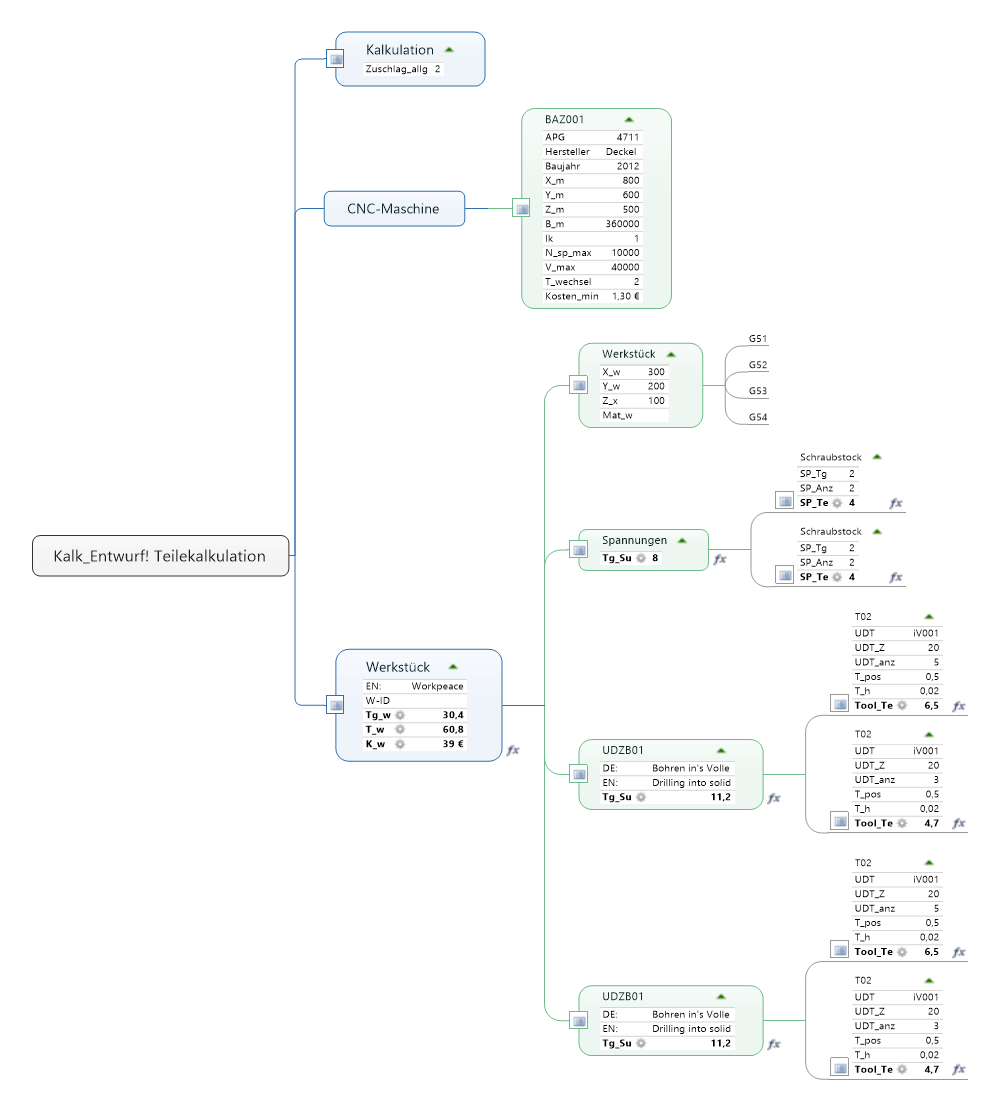
Ta_Adapter = Werkzeug-Adapter in der Reihenfolge von links nach rechts, TA01, Ta02, Taxx
Ein Adapter ist nicht zwingend, er kann an einem Schneidenträger (Monoblock) auch enthalten sein.
Da in diesem Beitrag sehr viele Parameter definiert werden, die zukünftig schwierig zu ändern sind, freue ich mich über Komentare, die auch mir mehr Sicherheit geben.
Dieser Blog richtet sich an Fachpersonal im Bereich der Zerspanungstechnik (CNC-Maschinen) und soll in folgende Bereichen Anregungen geben:
Prozess-Beschreibungen für zerspanungsrelevante Bereiche (BPM_)
Zerspanungsrelavante Erkenntnisse und Daten (WPO_)
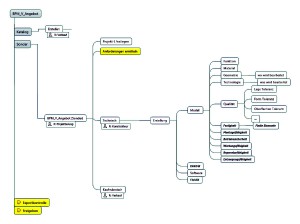
Kalkulationsschema für Grob-Angebots-Kalkulation von Zerspanungskosten (Kalk_)
Ich werde je nach Situation (nicht strukturiert) meine Einträge formulieren, deshalb ist es sinnvoll, zum Lesen und interpretieren die Kategorien zu nutzen
Die Aussagen stellen meine persönlichen Erfahrungen dar und sind auf keinen Fall verbindlich.
Jede Nutzung für die eigene Anwendung erfolgt auf eigenes Risiko.
Verwendete Link’s sind nur Hinweise zu weiterführenden Informationen und stellen in keiner Weise meine eigene Meinungdar.
Da im Wortschatz der Zerspanung einiges an englischen Begriffen verwendet wird, versuche ich diese einzusetzen, allerdings ist mein englisch nicht so gut um alles 2 sprachig zu formulieren
(ich mache dies mit einem Übersetzungsprogramm mit allen damit verbundenen Problemen).
Wenn jemand an diesem Projekt mitarbeiten möchte,
inhaltlich, fachlich, sprachlich oder wie auch immer
bin ich gerne dazu bereit !!
Bei meinen Recherchen habe ich noch kein Projekt dieser Art gefunden und bin der Meinung dass, trotz „Industrie 4.0“ , die Basistechnologien in vielen Unternehmen noch optimiert werden können.
Wenn jemand Informationen aus diesem Blog verwendet, freue ich mich über eine Rückmeldung.
Business process management in small and medium-sized enterprises This blog is aimed at professionals in the field of machining (CNC machines) and to enter into the following areas suggestions:
Process descriptions for Cuttingrelevant areas (BPM_)
Cuttingrelevant findings and data (WPO_)
calculation scheme for rough or offer calculation of machining costs (Kalk_)
I’m depending on the situation (not structured) My Listings formulate, so it makes sense to read and interpret to use the Categories The statements represent my personal experiences and are binding in any case. Any use for your application at your own risk. Link’s used are only hints to further information and in no way represent my own opinion. Since some is used to English terms in the vocabulary of the cutting I try to use this, but English is not so good to allse 2 to formulate my languages (I do this with a translation program with all the associated problems).
If someone wants to work on this project, content, technical, linguistic or whatever I am willing to !!
During my research I have found no project of this kind and am of the opinion that despite “ Industrie 4.0 or the fourth industrial revolution„, the basic technologies in many companies can be optimized.
If anyone has information used from this blog, I am happy about feedback.
A commercial use is permitted without written permission from me.
Die Analyse der ISO 13399 ist doch etwas aufwendiger, es ist schwierig an die entsprechenden Informationen heran zu kommen, jeder möchte €’s.
Vermutlich werde ich die verfügbaren Informationen mit meinem Erfahrungsschatz kombinieren. Die grundsätzlichen Aussagen habe ich bisher bei meinen Aktivitäten prinzipiell berücksichtigt.
Der Hauptvorteil liegt in den festgelegten Begriffs-Definitionen, dazu werde ich die für mich wichtigen Bespiele erstellen.
Auf diese Norm bin ich in einem Gespräch bei DMG MORI gestoßen. Ziel ist es, alle werzeugbezogenen Daten so zu normieren, das diese vom WZ-Hersteller bis zum CAM -System ohne Konvertierung verwendet werden können.
Der freigegebene Stand von 2015 erscheint soweit gediehen, das damit gearbeitet werden kann. Einige WZ-Hersteller und auch Siemens PLM arbeiten schon mit diesen Daten.
Ich werde soweit es möglich ist mein Blog darauf ausrichten und muss dazu noch meine Daten anpassen.
Dieses Thema erscheint mir so wichtig dass ich mich jetzt erstmal darum kümmere.
Die Informationsbeschaffung ist nicht so einfach, es wird deshalb noch etwas dauern bis ich eine Zusammenfassung erstellen kann.
Ein kurzer Anriss um was es geht, alle wichtigen Patameter wurden definiert ( so knapp 200)
Ein Wehrmutstropfen ist doch vorhanden, die Definitionen sind noch nicht umfassend genug, so dass sich Firmen zu weitergehenden Datenbankdefinitionen zusammengeschlossen haben.
Hoffentlich geht das gut und ist nicht nur dem € geschuldet.
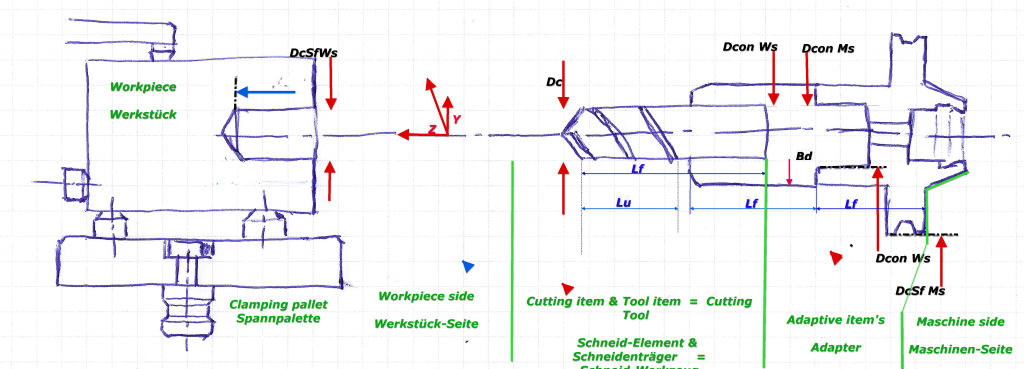
Z.B.
DC = Werkzeugdurchmesser
DCON = Aufnahmedurchmesser, werkstückseitig
LU = Nutzlänge
LB = Grundkörperlänge
LPR = Kraglänge
OAL = Gesamtlänge
Dies hört sich nicht so spektakulär an, wenn man jedoch das bisherige Chaos anschaut, sind das Welten.
In meinen bisherigen Aufzeichnungen war die Maschinenseite immer links und die Werkstückseite immer rechts und nun ist es umgekehrt.
Heute habe ich die Hausausstellung besucht, hier ein kurzer Bericht.
Ich war das erste Mal dort und wurde von dem Umfang der Präsentationen überrascht,. Die Vielzahl der angebotenen Maschinen und Konzepte, kann ich nicht kommentieren, sondern nur auf die Homepage verweisen.
Die Eindrücke die ich hier mitteilen möchte, gruppiere ich ohne Wertung.
Industrie 4.0 in der Werkzeugmaschine.
Dazu wurde eine, (in Zusammenarbeit mit der Schaeffler Gruppe), entwickelte Maschine vorgestellt, in dieser wurden an vielen Stellen zusätzliche Sensoren eingebaut. Die Informationen mit den in der Elektrik/Elektonik, sowieso vorhanden Sensoren, wurden strukturiert gebündelt und in eine Cloud geladen. Aus der Cloud können, mit der entsprechenden Zugriffsberechtigung, die Daten auf viele Endgeräte herunter geladen werden.
Dies ist ein Beispiel was möglich ist und es muss sich jetzt herrausstellen was sinnvoll verwendet werden kann. Dazu müssen die angepassten Darstellungen auch sinnvolle Interpetationen zu lassen.
Dieses Thema wird vermutlich noch öfters präsent sein. Wichtig erscheint mir, dass die Basis-Organisation gefestigt funktioniert.
PLM (Product-Lifecycle-Management)
Richtig eingeführt, ist nach meiner Meinung die Krönung der Fertigungsorganisation. Mit meinem Blog möchte ich die Voraussetzungen schaffen um PLM auch in kleinen Unternehmen wirtschaftlich einzuführen.
Bei DMGMori habe ich gesehen dass über die „Software Solutions“ die Einführung unterstützt wird. Nach Aussagen am Stand wird z.B. die Ausgabe der NC-Daten, unter Nutzung der maschineneigenen Zyklen, voll unterstützt. Wenn dies auch für nicht gruppeneigene Steuerungen/Maschinen möglich ist, kann dies eine sehr Werkstatt taugliche Lösung darstellen (der Werker kann dann auch bei CAM-erstellten NC-Programmen optimal korrigieren, ohne das CAM-System zu benutzen)
Ich werde mich später noch mit diesem Thema beschäftigen.
Werkzeugorganisation
Die Benutzerschnittstelle der aktuellen Siemenssteuerung, lässt auf dem großen Bildschirm eine sehr übersichtliche Darstellung zu. Eine klare Strukturierungsmöglichkeit der Werkzeuge konnte ich nicht erkennen, es wird dazu die Benennung verwendet. Seit vielen Jahren gibt es die Möglichkeit der hauptzeitparalellenBestückung des Werkzeugmagazines, durchgesetzt bei Standardmaschinen hat sich diese jedoch nicht.
Das neue Konzept des Rad-(Scheiben)-Magazins von DMG erscheint mir in dieser Hinsicht sehr gut durchdacht und anwenderfreundlich. Die Technik der Schrumpffutter für die Werkzeugspannung habe ich mir am Stand der Fa. Haimer erklären lassen. Trotz der höheren Kosten kenne für hochgenaue und standzeitkritische Prozesse Vorteile. Ich werde dieses Thema später vertiefen.
Der verstärkte Einsatz des Lasers, nicht nur bei der maschineninternen Werkzeugvermessung, sondern auch bei der Inprozessmessung, lässt interessante und kostengünstige Lösungen erkennen.
Spannmittel
Um rüstzeitoptimal, (auch bei kleinen Losgrößen), zu arbeiten sind „0“- Punkt Spannsysteme sehr wichtig. Auch hier zeigte es sich daß weitere Anbieter in diesen Markt mit innovativen Lösungen, bereichern.
Auch dieses Thema werde ich später noch besser aufbereiten.
Die APP basierte Oberfläche Cellos,
Macht einen gut strukturierten Eindruck und lässt auch Anwendungen zu, die heute auf einem Smartphon üblich sind.
So wie ich das verstanden habe, ist diese Oberfläche unabhängig von der verwendeten Steuerung auf Deckel Maho-Maschinen, einsetzbar.
Dies sind meine spontanen Eindrücke, die nicht abgesichert wurden.
Bilder konnte ich keine machen, dies wurde ausdrücklich verboten.
Um die Informationen anschaulicher zu machen, bemühe ich mich um die Genehmigung, passende Firmenpuplikationen, hier und in meinen Prozessen, integrieren zu dürfen.
Alles in allem, war dies ein sehr interessanter Tag, mit vielen guten Informationen. Ich werde diese, in den jeweiligen Kapiteln, weiter verfolgen.
In Anlehung an UDF die auch in CAD-Programmen verwendet wird,
lt. Wikpedia
https://de.wikipedia.org/wiki/User_Defined_Function
Eine Benutzerdefinierte Funktion (englischuser-defined function, Abkürzung UDF) in einer Programmierumgebung bezeichnet eine Funktion, die der Anwender selbst erstellen und in seine Projekte einbinden kann. Sie erfüllt eine Aufgabe wie ein Makro,
Ist hier das „UDZ_ “ ein Benutzer definiertes Zerspanungs-Modul.
Zielsetzung ist daß:
aus einer Zeichnung/Modell Elemente zusammen gefasst und
mit Parametern versehen werden
eine eindeutige Kennung erhalten
eine Zusammenfassung und Standardisierung der Bearbeitungen beziehungsweise
eine Definition von Werkzeug-Typen und die Festlegung der Reihenfolge ermöglicht wird
Die Verfeinerung erfolgt je nach Stand des Projekts
Ein Ausblick auf eine spätere Zielsetzung dieses Blogs.
Wenn mit BPM_, WOP_ und UDZ_, die Vorraussetzungen geschaffen sind, soll am Ende eine leicht handhabbare (Grob-) Kalkulations-Methode verfügbar sein, bei der schon im Entwurfs- oder Angebots-Stadium, die Grundlagen für die technologische Abwicklung gelegt wird und eine strukturierte Bearbeitungszeit errechnet.
Ausblick, wie später die Kostenkalkulation aussehen könnte
Ich bin viele Jahre in verschiedenen Firmen aktiv gewesen, diese Firmen hatten gemeinsam, dass sie:
Eine eigene Konstruktion
und eine
Eigene Teilefertigung hatten.
Begonnen habe ich in der Zeitstudienabteilung über
Fertigungsleitung
Leitung Arbeitsvorbereitung
Leitung Konstruktion
Leitung Qualitätswesen
Begleitet haben mich stets die
Prozesse und die Technologischen Herausforderungen
Deshalb versuche ich dieses Wissen hier zu veröffentlichen.
Ich werde auf 2 Hauptthemen eingehen
Geschäftsprozesse, soweit sie für dieses Thema interresant sind
dies werde ich unter der Kurzbezeichnung
„BPM_“ Buisiness-Prozess-Management, dieser Begriff ist etwas mehr verbreitet.